New DMM Servo install
Moderator: cnckeith
-
Raceman17
- Posts: 137
- Joined: Tue Mar 03, 2020 8:48 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: No
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: No
- CPU10 or CPU7: No
Re: New DMM Servo install
So how would the play out then. The drives fault. You power them down. Then you reset the fault in acorn. Continue on doing whatever you were doing in acorn and as soon as the z axis is commanded to move the brake releases. Keep in mind the drives havent been turned back on. So acorn releases the brake and the z axis falls and hits the stops. The only way to assure this never happens is to make sure the drives are turned back on after a fault. This process could lead to a possible accident and is the reason why they can be controlled by the drive. Is this wrong thinking?
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
martyscncgarage
- Community Expert
- Posts: 9953
- Joined: Tue Mar 28, 2017 12:01 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: Yes
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: Yes
- CPU10 or CPU7: Yes
- Location: Mesa, AZ
Re: New DMM Servo install
Drive fault would cause Acorn to fault and open the output. Fault can't be released without cycling Estop button.Raceman17 wrote: ↑Sat Apr 11, 2020 2:06 pm So how would the play out then. The drives fault. You power them down. Then you reset the fault in acorn. Continue on doing whatever you were doing in acorn and as soon as the z axis is commanded to move the brake releases. Keep in mind the drives havent been turned back on. So acorn releases the brake and the z axis falls and hits the stops. The only way to assure this never happens is to make sure the drives are turned back on after a fault. This process could lead to a possible accident and is the reason why they can be controlled by the drive. Is this wrong thinking?
If you get a fault on an open loop system, you need to rehome...
Logic power on DYN4's (L1&L2) should be on as long as Acorn is on. Motor power should be disconnected through Estop relay (R&S)
Without going back through ALL your posts, I assume you are powering BOTH DYN4 LOGIC and MOTOR power with the Estop contactor.....
Drives get motor power turned back on as soon as the Estop relay closes and restores MOTOR power....brake shouldn't release until motor is commanded to move which is at the same time Acorn enables the drive. Is this not your case? Let's think this through.
Marty
Reminder, for support please follow this post: viewtopic.php?f=20&t=383
We can't "SEE" what you see...
Mesa, AZ
We can't "SEE" what you see...
Mesa, AZ
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
Raceman17
- Posts: 137
- Joined: Tue Mar 03, 2020 8:48 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: No
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: No
- CPU10 or CPU7: No
Re: New DMM Servo install
Besides the homing inputs I am only using input 5 drive ok and input 8 estopok. The drive power is only connected to the contactor and is controlled by a switch to turn the drives off and on. If I hit the estop button the brake locks the z axis but does not turn off the drives. I do not have to cycle the estop button the clear the drive fault in acorn. All that us needed is to cycle the big red reset button in acorn.
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
martyscncgarage
- Community Expert
- Posts: 9953
- Joined: Tue Mar 28, 2017 12:01 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: Yes
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: Yes
- CPU10 or CPU7: Yes
- Location: Mesa, AZ
Re: New DMM Servo install
You should be using Output 1 NoFaultOut to drive the estop contactor.....(the contactor controlling motor power to DYN4 R&S)Raceman17 wrote: ↑Sat Apr 11, 2020 2:38 pm Besides the homing inputs I am only using input 5 drive ok and input 8 estopok. The drive power is only connected to the contactor and is controlled by a switch to turn the drives off and on. If I hit the estop button the brake locks the z axis but does not turn off the drives. I do not have to cycle the estop button the clear the drive fault in acorn. All that us needed is to cycle the big red reset button in acorn.
You should also wire the second NC contact on the Estop button in SERIES with the NoFaultOut AND the Estop contactor. You are adding insurance by having the Estop button also open the coil of the Estop contactor.
Have you seen the most current Acorn System Draft Schematic?
See attached
- Attachments
-
- ACORN_SYSTEM-DRAFT-4.zip
- (941.68 KiB) Downloaded 121 times
Reminder, for support please follow this post: viewtopic.php?f=20&t=383
We can't "SEE" what you see...
Mesa, AZ
We can't "SEE" what you see...
Mesa, AZ
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
Raceman17
- Posts: 137
- Joined: Tue Mar 03, 2020 8:48 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: No
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: No
- CPU10 or CPU7: No
Re: New DMM Servo install
So if I'm reading this right. I need to wire output 1 of the relay to the estop connector (NC) and have that control the relay that powers the contactor that powers the dyn4 r and s. I would change the output 1 to no fault out. Is that correct.
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
martyscncgarage
- Community Expert
- Posts: 9953
- Joined: Tue Mar 28, 2017 12:01 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: Yes
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: Yes
- CPU10 or CPU7: Yes
- Location: Mesa, AZ
Re: New DMM Servo install
What is the coil voltage of your Estop contactor? It is HIGHLY adviseable you use a low voltage coil so you don't have 120VAC running through the Estop button
See quickie sketch of an Estop Circuit. Its best to have 3 poles on the Estop contactor. The third pole would be the break the COM to the VFD digital inputs that control the forward/rev VFD inputs, removing any FWD/REV motion.
Check out the latest Acorn System Schematic for ideas
Reminder, for support please follow this post: viewtopic.php?f=20&t=383
We can't "SEE" what you see...
Mesa, AZ
We can't "SEE" what you see...
Mesa, AZ
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
Raceman17
- Posts: 137
- Joined: Tue Mar 03, 2020 8:48 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: No
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: No
- CPU10 or CPU7: No
Re: New DMM Servo install
Right now I only have a single pole no/nc button. The voltage on the contactor is 24vac. I am going to have to get a printout if the new schematic. It's hard to follow on a phone screen.
I probably need to get a new button because after getting the servos figured out I'll be moving on to the vfd install.
I probably need to get a new button because after getting the servos figured out I'll be moving on to the vfd install.
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
martyscncgarage
- Community Expert
- Posts: 9953
- Joined: Tue Mar 28, 2017 12:01 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: Yes
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: Yes
- CPU10 or CPU7: Yes
- Location: Mesa, AZ
Re: New DMM Servo install
Oops, here is the sketch
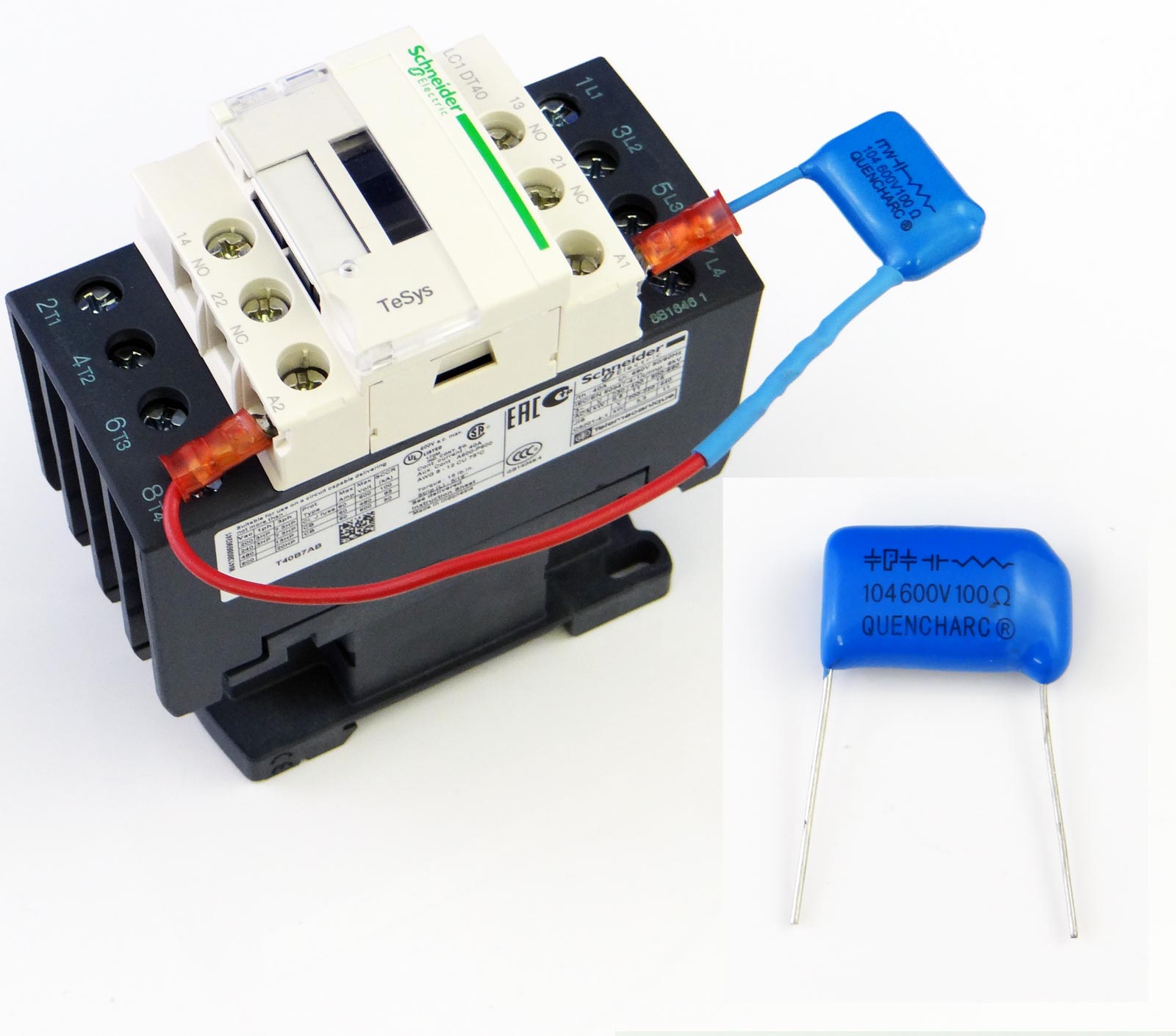
24VAC is great for Estop contactor coil. Make sure you use a snubber across the coil.
https://www.centroidcnc.com/centroid_di ... r_1600.jpg
24VAC is great for Estop contactor coil. Make sure you use a snubber across the coil.
https://www.centroidcnc.com/centroid_di ... r_1600.jpg
{kind=link}
- Attachments
-
Reminder, for support please follow this post: viewtopic.php?f=20&t=383
We can't "SEE" what you see...
Mesa, AZ
We can't "SEE" what you see...
Mesa, AZ
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
martyscncgarage
- Community Expert
- Posts: 9953
- Joined: Tue Mar 28, 2017 12:01 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: Yes
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: Yes
- CPU10 or CPU7: Yes
- Location: Mesa, AZ
Re: New DMM Servo install
Decent Estop button with 2 NC Contact Blocks
(1 PC) XB2BS542 Emergency Stop Mushroom PushButton 2NC Contact Block YBB https://ebay.us/TJrCPh
(1 PC) XB2BS542 Emergency Stop Mushroom PushButton 2NC Contact Block YBB https://ebay.us/TJrCPh
Reminder, for support please follow this post: viewtopic.php?f=20&t=383
We can't "SEE" what you see...
Mesa, AZ
We can't "SEE" what you see...
Mesa, AZ
(Note: Liking will "up vote" a post in the search results helping others find good information faster)
-
Raceman17
- Posts: 137
- Joined: Tue Mar 03, 2020 8:48 pm
- Acorn CNC Controller: Yes
- Allin1DC CNC Controller: No
- Oak CNC controller: No
- CNC Control System Serial Number: none
- DC3IOB: No
- CNC12: Yes
- CNC11: No
- CPU10 or CPU7: No
Re: New DMM Servo install
Dont I need a 3 pole switch so I can use if for the vfd?
So heres another thing in would like to get figured out... i was told the dyn4 can home off of the encoder from the servos after the initial homing sequence. Here is the suggested wiring. How is the configured in acorn and the dmm software?
So heres another thing in would like to get figured out... i was told the dyn4 can home off of the encoder from the servos after the initial homing sequence. Here is the suggested wiring. How is the configured in acorn and the dmm software?
- Attachments
-
(Note: Liking will "up vote" a post in the search results helping others find good information faster)