I have finally reached the point in my Kitamura CNC retrofit that i can get the spindle turning.
I got a Delta 3.7KW C2000+ (3PH 380v) VFD + PG-01H encoder card. But I'm having some interesting issues....
So My Spindle motor is an old FANUC 2S 2.2 / 3.7KW 200V 4P 1500/8000rpm spindle motor:

Datasheet link: s3.amazonaws.com/Icarus/DOCUMENTS/Fanuc ... s_1791.pdf
So what I tried is to first figure out if this is an AC induction motor or an PM motor. From what I can find (or not find in this case) anything in the datasheet so that made me think it is an AC motor as i feel no "dents" when i turn the motor by hand.
So I connected it all including the OEM Fanuc encoder signals the the VFD.
And then I went through the setup wizard, (immediately went for the complicated method) of including the encoder feedback etc.
When i tried to do a test run it just immediately jumped in OL3 error. I tried some of the advisement in the datasheet such as changing accel time or carrier frequency but that did not help.
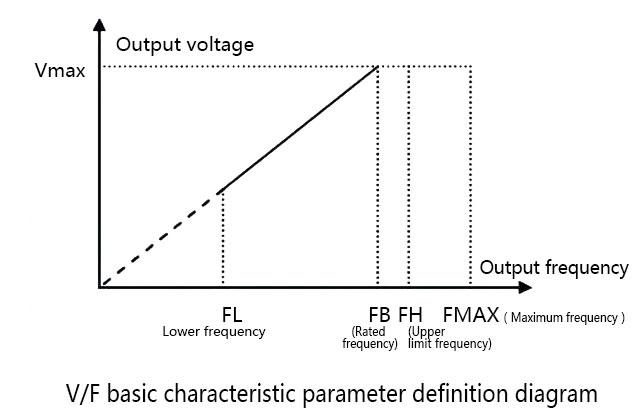
So i went back to the basics and just put it in V/F mode. Max output voltage 200V , poles: 4 , max freq 267Hz , base freq 50hz (1500rpm) .
Now when i pressed run it turned, but it did not sound good. The current was around 17A's when it runs with no load on like 500rpm. I tried to set it to higher RPM but the high load pretty much states around. After a bit the VFD throws and overload as it is pulling too much current.
And now... I'm quite lost, any idea what I'm doing wrong? I have worked quite a bit with vfd's and never had such troubles so I'm thinking there is something fundamentally wrong. (this servo spindle worked well with the FANUC drive it had before).