Please keep in kind this is ONLY FOR TESTING. I'm not that great with wiring, and don't yet have a suitable enclosure, so for the time being I just screwed everything to a spare scrap of plywood.
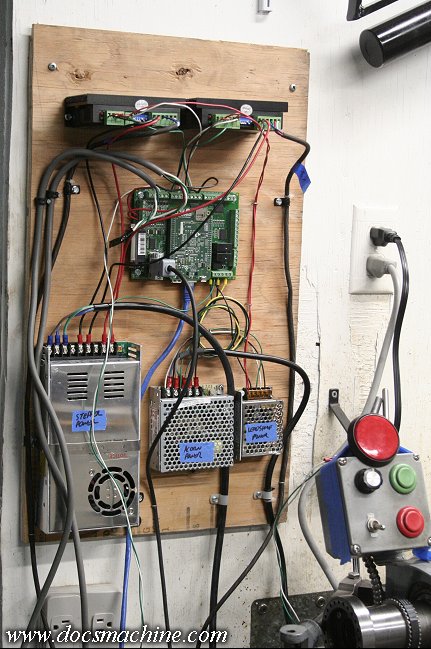
Again, it's very temporary!
I'm reasonably certain I have the wiring correct, but I'll be double-checking in the morning, and re-reviewing the videos on startup and calibration.
Keeping in mind the lathe itself is not quite complete- I still need some left-end covers, an X-axis leadscrew support, to hook up the VFD to the Acorn, add oilers to the new cross-slide and saddle, and a handful of other little things as well. So we're getting there, but there's still work to be done.
Doc.