-Keeping in mind I am by no means an expert at this sort of thing, but generally speaking, single-row ball bearings really aren't designed to take axial thrust. That is, trying to push the center bearing race sideways, as in out of the outer race. Their load bearing capacity is almost entirely radial- that is, the center race rides on an axle, while the outer race rolls like a car tire.
In the case of this cross-slide, the radial capacity does little but locate the "axle" (the leadscrew) and allow it to turn freely. But moving the slide, and in some cases the cutting forces, puts an axial load on the bearings- to say nothing of the slight "preload" you'll want on whatever method used to attach the leadscrew to the bearings. You can see that, in a CNC working a complex part, there would be a lot of axial thrust loads on that bearing- a push each time the tool advances towards the work, a pull each time the tool is retracted, and so on.
On a machine this relatively light, the thrust loads are similarly fairly light, and may well not exceed the capacity of a standard radial ball bearing. Personally, I'm not an engineer, however, and tend to prefer to "build big"- that is, make it durable, even if it means overengineering it a bit.
-I'll also admit heavily overengineering my encoder drive.The Koyo Automation direct light duty encoder I am looking at (TRDA-2E2500VD) has a radial load capacity of 4.5 lbs and I am under the impression that the timing belt does not need a lot of tension. I completely understand being conservative in designing this mount, but I would love to keep it simple with a direct drive on the encoder. Any thoughts?
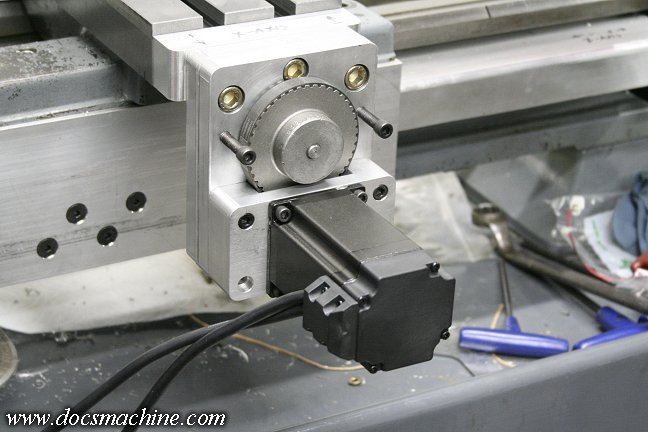
In my case, I needed a big (almost 3") toothed-belt pulley that I could bore out to slide onto the spindle tube in place of the drivetrain gear. It also had to be metal, not plastic, as that's actually part of the spindle bearing preload assembly- the threaded ring, or the collet closer adapter shown in the pictures, need to be solidly snugged into place, and can't move- that is, flow like plastic might- under use, heat and cutting forces. (IE, thrust against the spindle.)
Considering the size of the gear, I was limited to how narrow a belt I could get, which limited my choices for the driven gear as well. I'm sure that given enough time and research I could have found a workable pair- metal drive and lightweight plastic driven- that I could theoretically have mounted the driven gear straight to the encoder. But as I said, I prefer to build things fairly bulletproof- especially for something like this, which is destined for short-run production, if I can ever get it sorted out. That means many hours of use, and hopefully minimal downtime.
So I elected to do what I did, and built a heavy, overengineered mount that takes the load off the encoder entirely.
Doc.