Page 4 of 13
Re: Tree Journeyman 425 mill retrofit
Posted: Wed Jan 01, 2020 10:31 am
by slodat
Do you know a part number for the mating connector?
Can I have two wireless MPG's in close proximity to one another?
Can I measure tools with a conductive probe I already have? Or is this a software unlock?
Re: Tree Journeyman 425 mill retrofit
Posted: Wed Jan 01, 2020 10:53 am
by martyscncgarage
First. let's define a probe. A probe fits into the spindle and is used for probing features on a part.
A tool touch off device is a plate of some type to set tool offsets.
https://www.centroidcnc.com/centroid_di ... e_1652.png
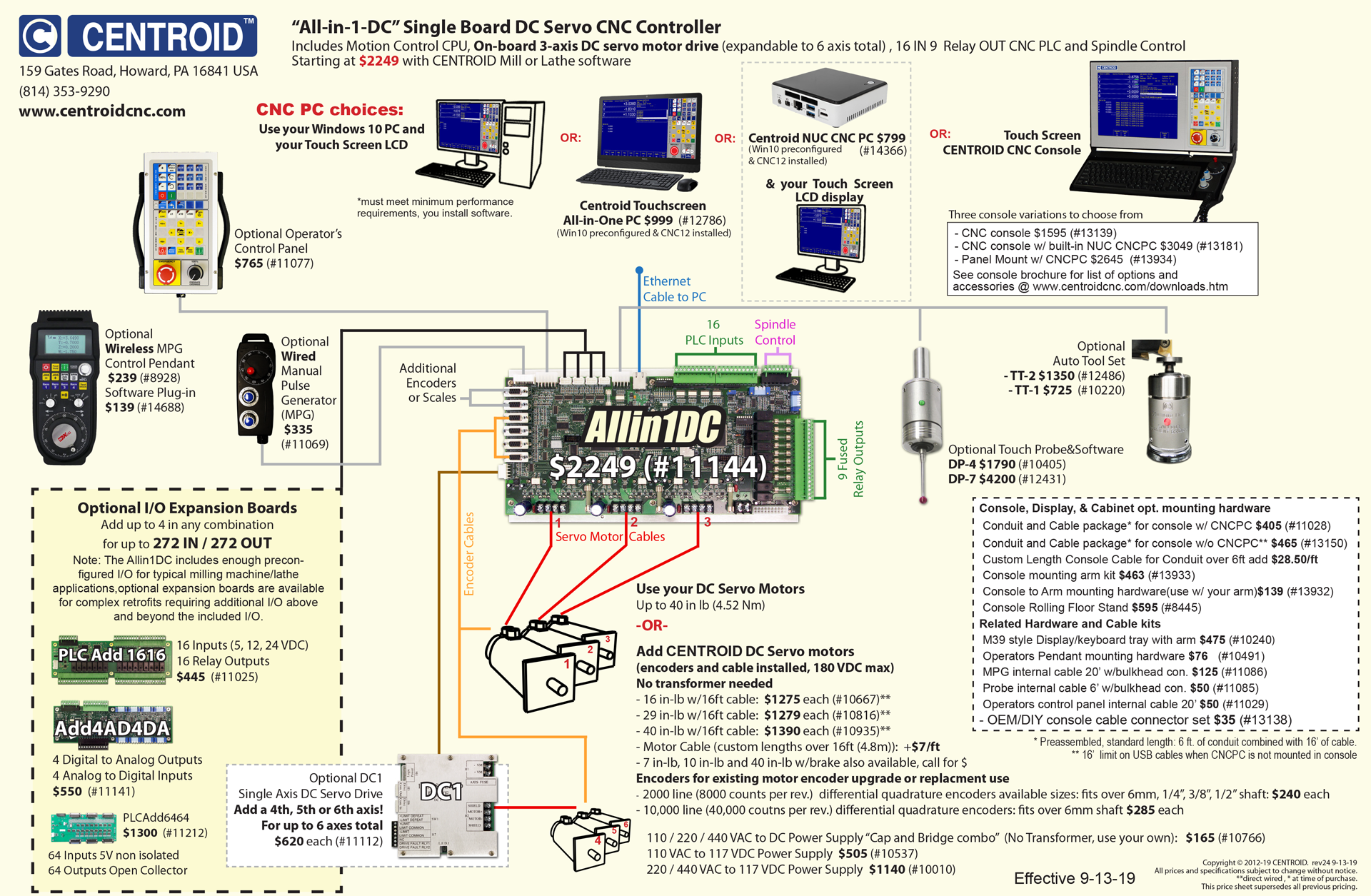
When you get your All in One DC as purchased, it will come with a DEMO unlock that enables all the features for 21 days. You can do all the testing you want. When the new software package feature/pricing structure comes out you can choose what you need. (I can't elaborate on the feature list until its published)
As for the CPC connector it is an AMP 206434-1 You will need the backshell and the pins. But with the part number you should be able to find the datasheet and choose them. It uses the same male crimp pins as the Dsub crimp style connectors.
Marty
Re: Tree Journeyman 425 mill retrofit
Posted: Wed Jan 01, 2020 11:25 am
by slodat
Thank you for the info! I appreciate it. My apologies on the terminology. I'm referring to a conductive tool touch off device. Can I use one I already have on hand? Or is it a software unlock? This stuff is not clear in any of the documentation I've read.
Can I have two wireless MPG's in close proximity to one another?
Re: Tree Journeyman 425 mill retrofit
Posted: Wed Jan 01, 2020 12:05 pm
by martyscncgarage
You will be able to use your tool touch off during the demo period.
Each wireless MPG is generally on a different frequency. Should not be a problem.
Re: Tree Journeyman 425 mill retrofit
Posted: Thu Jan 02, 2020 11:06 pm
by slodat
I've deliberated on whether to go with Allin1DC and existing DC servos or DMM AC servos and Acorn. Ultimately I decided to buy the DMM AC servos. There are a few factors in this decision. First was the extreme cost difference for the software unlocks for the servo controls vs. Acorn. I have read and been told by Centroid they intend to update this with their next software release, "sometime soon". I am quite familiar with Acorn and I feel like I will be better served having the same control on both. At least for now. Lastly, I can replace Acorn with Oak should I decide I need closed loop control.
I already have an unused Acorn on hand. Parts should be here in the next week or so.
Re: Tree Journeyman 425 mill retrofit
Posted: Thu Jan 02, 2020 11:33 pm
by martyscncgarage
slodat wrote: ↑Thu Jan 02, 2020 11:06 pm
I've deliberated on whether to go with Allin1DC and existing DC servos or DMM AC servos and Acorn. Ultimately I decided to buy the DMM AC servos. There are a few factors in this decision. First was the extreme cost difference for the software unlocks for the servo controls vs. Acorn. I have read and been told by Centroid they intend to update this with their next software release, "sometime soon". I am quite familiar with Acorn and I feel like I will be better served having the same control on both. At least for now. Lastly, I can replace Acorn with Oak should I decide I need closed loop control.
I already have an unused Acorn on hand. Parts should be here in the next week or so.
You are correct. You could upgrade to Oak in the future.
I just finished bench testing the latest DYN4 Drives and motors with OAK. Initially, things look good. The drives appear to be behaving as expected with OAK. Brief video update coming soon.
Marty
Re: Tree Journeyman 425 mill retrofit
Posted: Sun Jan 12, 2020 10:58 pm
by slodat
Most of the parts are here. Successful bench test today. Now the fun begins!
A couple of notes.. DMM hasn't updated their Acorn instructions since September 2018. Their instruction pdf conflicts with Centroid's info. Not a big deal. Hopefully this may help someone in the future. Once I sorted out the enable setting in DMMRV vs. invert enable in the wizard all went as it should.
Re: Tree Journeyman 425 mill retrofit
Posted: Sun Jan 12, 2020 11:04 pm
by martyscncgarage
slodat wrote: ↑Sun Jan 12, 2020 10:58 pm
Most of the parts are here. Successful bench test today. Now the fun begins!
A couple of notes.. DMM hasn't updated their Acorn instructions since September 2018. Their instruction pdf conflicts with Centroid's info. Not a big deal. Hopefully this may help someone in the future. Once I sorted out the enable setting in DMMRV vs. invert enable in the wizard all went as it should.
DYN4 is ENABLED by default. (without checking the invert enable box in the DMMDRV software) MOTOR ROTOR IS LOCKED.
This is typical of many other drives.
WHEN you start the Acorn software, the ENABLE is inverted in CNC12 FREEING the motor rotor. As soon as you jog THE axis, press cycle start to home, or enter MDI, the motor rotor will lock.
Really the right way would be that the motor rotors are free UNTIL, CNC12 is on line, you try and jog THE axis, press cycle start to home or enter MDI.
You would have to check the invert enable box in DMMDRV. This box was added as a result of our testing with OAK. Oak requires it to be this way, so DMM updated their firmware and DMMDRV software.
Lately I hear DMM changed the wire colors in their cable. IF it doesn't match their paper work CALL them and tell them. They need to be consistent with the cable colors on their DYN4/Acorn cable.
Marty
Re: Tree Journeyman 425 mill retrofit
Posted: Sun Jan 12, 2020 11:08 pm
by slodat
They have updated the flying lead colors in their pdf. They refer to it as version 2 of the cable.
Bottom line, your motor rotor should NOT be locked until Acorn is on line, and you try and jog the axis, home the control, or go into MDI. If it is, your enable is inverted.
Perfect! Easy test.
I'm good. Just a lot of work now!
Re: Tree Journeyman 425 mill retrofit
Posted: Sun Jan 12, 2020 11:12 pm
by martyscncgarage
slodat wrote: ↑Sun Jan 12, 2020 11:08 pm
They have updated the flying lead colors in their pdf. They refer to it as version 2 of the cable.
Bottom line, your motor rotor should NOT be locked until Acorn is on line, and you try and jog the axis, home the control, or go into MDI. If it is, your enable is inverted.
Perfect! Easy test.
I'm good. Just a lot of work now!
Re read my post (I corrected it) . DYN4 ENABLES by default (Motor locked) If you check the box to invert the Enable in DMMDRV, then it remains free or unlocked, UNTIL CNC12 comes on line, via jogging THE axis, pressing cycle start to home or going into MDI. This is the way it should be.
Inverting the enable in DMMDRV configuration software was not added until recently.
Which is what I think you did, you checked the box to invert the enable in DMMDRV and then uncheck the inversion in the Wizard?
Marty
{kind=link}