I've been having an interesting issue with my mill, and am wondering if anyone has seen something similar or has any ideas.
As a bit of background, I build and service CNC equipment for a living, so have seen a lifetimes worth of issues, but this one is definitely new to me! I haven't been able to find any discussion online that looks like this problem.
Ironically enough, this issue is with my own personal machine in the garage... This does also mean that it's in a fairly gentle environment, and I am the only person that uses it.
In a nutshell, when I'm running a program, the mill is losing position in the Y axis only. I have a series of parts I make, and have noticed the issue on two programs for sister parts (I haven't tried to reproduce on other programs yet).
The program is essentially a series of bores (Mainly OD). I'm holding 4 parts in fixture, lined up along the X axis.
The details of the position loss are;
- Program is not new. I've made a heap of these parts before with no issues, the problem emerged recently.
- The machine is not particularly new (I replaced the Mach 3 control with the Acorn about a year ago though), and has been doing good work for some time.
- There haven't been any software / settings changes made immediately before the problem presented. I have subsequently reduced the max speed on the affected axis (to no effect)
- The distance of positional offset is consistent every time.
- The direction is always the same.
- The loss always happens between operations (i.e. first series of bore ops is in position, second is offset). It never loses position during the boring, and is never different between parts.
- It follows a pattern, but isn't always in the same place. e.g. it might start misbehaving on bore 2 or bore 3. Always at the start of an op, but not always the same op.
- The error is intermittent, but can be quite persistent. Turning the PC & Acorn off and on again can sometimes resolve the issue, but it can take quite a few tries, and is more often persistent than not.
- When the machine is running 'properly' it will go all day without showing the issue. Start up again the next day and it could go either way.
- Feed rate doesn't seem to affect the error - running at full clip or snails pace doesn't seem to change anything.
- Running with RTG off doesn't change things.
- Graphics display shows toolpaths in the correct position.
- No error messages displayed when the issue occurs.
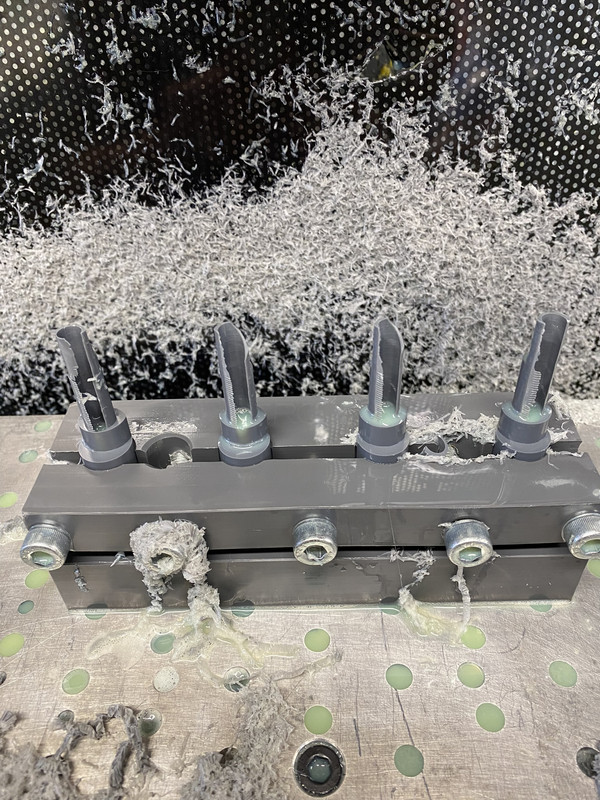
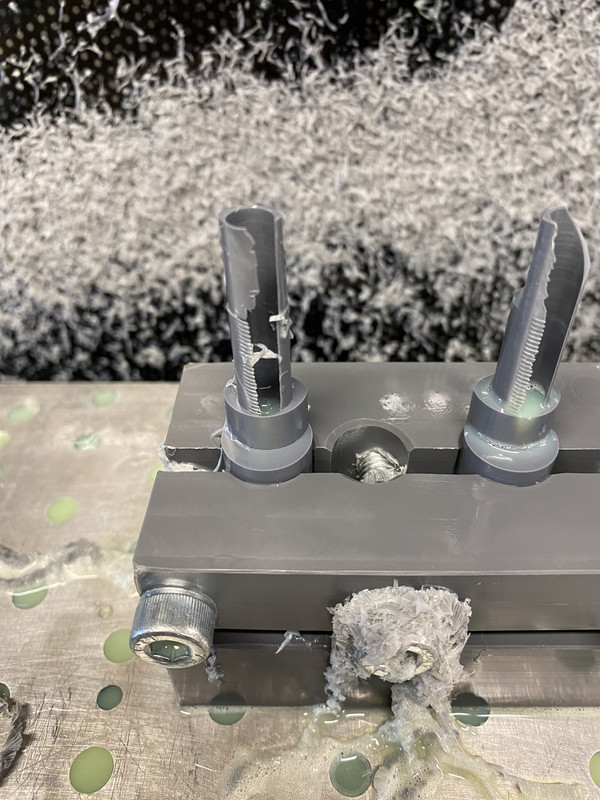
- Photo's of the problem here. As you can see, it has cut the original bore on position, and then the next cut is offset in Y.
The physical machine details are;
- Converted Optimum BF20 mill (3 axis)
- Running an Acorn 4 axis (not more than a couple of years old).
- Pro license.
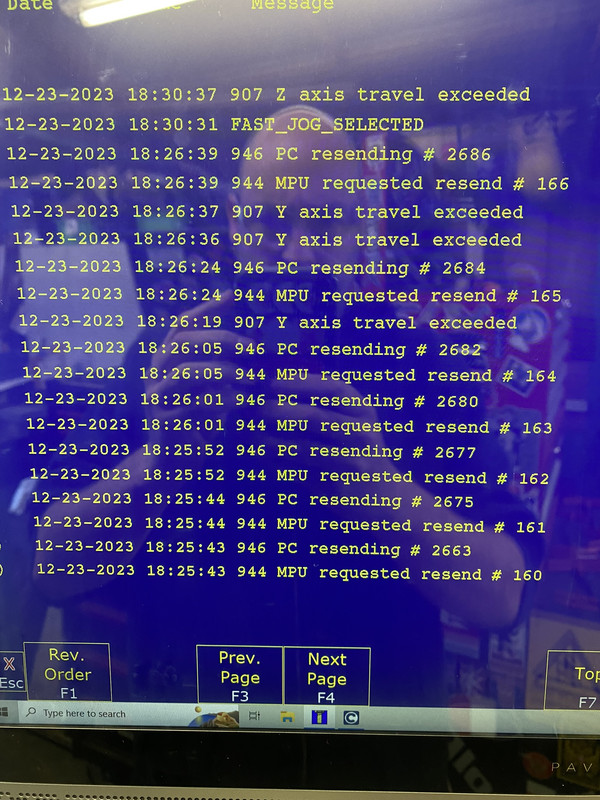
- Gecko G320X drives on X, Y and Z axis. Drive error feedback is set up and confirmed working with the Acorn (you'll see the drive feedback error I forced in the Error Log).
- Servos (Kelling KL23-130-60) and encoders from Automation technology. All reasonably new.
- Adlee BLDC spindle & drive
- Linear rails / ballscrews on all axis. All axis running smoothly (easy to move by hand with the power off).
- Motor couplings feel to be good (screws checked, can't create slipping manually, jogging axis into a hard stop creates the proper drive error (yes, rough I know)).
- I haven't been able to reproduce the problem manually jogging the machine.
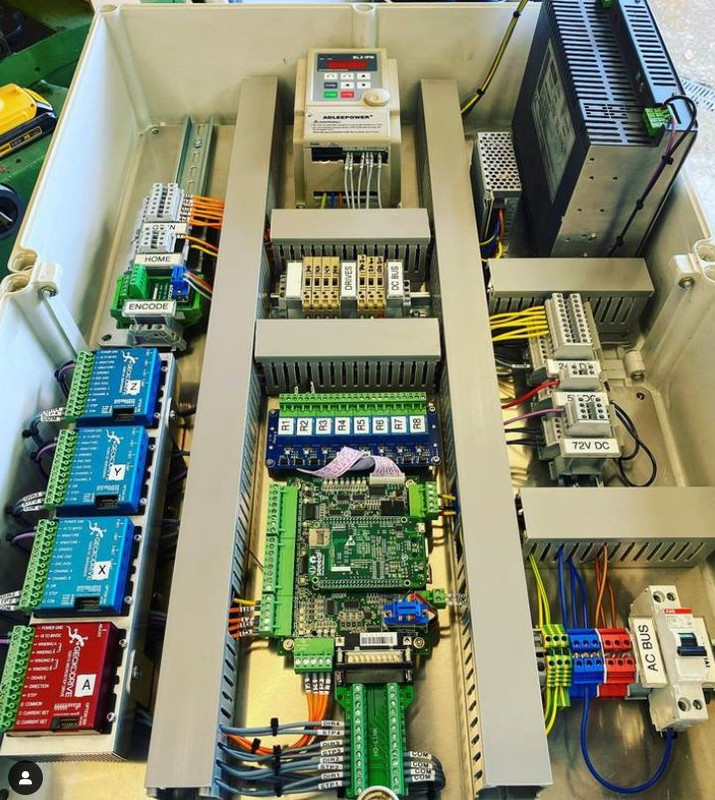
- Cabinet wiring is reasonably tidy (photo attached, note that the 24V/5V supply was actually swapped out to a larger one after the picture was taken)
- Shielded cables throughout.
- Shielded ethernet cable (can't remember the brand, but it was a good one from a reputable supplier). No bulkhead used - cable runs straight out to the PC.
PC and software are;
- HP Pavillion
- Windows 10 64-bit
- CNC12 v4.64
- RAM 8GB
- Fresh report attached
- G code for one of the parts attached
- CAM coming from Solid Works 2018 & HSMXpress
- PC was set up according to the relevant tech bulletin, but I have subsequently used the new setup tool to double check.
- Because it's an install older than V5.0, I don't have access to the Coms stress test file (does it work on an older install?).
Known gremlins in the system are;
- Occasional Ethernet 542 messages (not that often at all, but I do see them).
- For some reason it wont rigid tap M4 (M3 is fine, M5 is fine). This is on the "sort it when I get a chance" list as I suspect this is simply me being a bone head somewhere. I am getting an Error 438 Spindle slave position error. This isn't a high priority right now.
- Very occasional MPG connection errors (seems to be resolved since changing the USB port the receiver is plugged into).
- On a cabinet note, I while writing this I have realised that I am using the 24V/5V power supply for everything control, which looks like a violation of Tech bulletin 270, point 5.
- As per above, I've also not fitted snubbers to the relays in the coolant management cabinet (although I believe they are built into the units), or the coolant solenoid coils. I do note that no relays cycle anywhere near the points in the program where the issue arises.
- Reviewing the error log, I see a number of 944/946 MPU resend requests. That said, they DO NOT line up with the issue.
Please do let me know if I have missed anything and can provide more information.
I'm interested to know if anyone has seen an issue like this and has any ideas before I start pulling everything apart and replacing components one by one looking for a cause!